

Hydraulic systems are at the heart of contemporary industrial gear, propelling anything from manufacturing equipment to large construction trucks. At the core of these systems is a critical component that assures their safety and reliability: the relief valve.
However, with several options available, choosing between a direct-acting relief valve and a pilot-operated relief valve might have a considerable influence on your system’s performance.
Your relief valve selection can make the difference between adequate system protection and potential equipment failure.
This detailed reference will help you grasp the major distinctions between direct-acting pressure relief valves and pilot-operated relief valves, allowing you to make an educated selection for your particular application.
What is a Direct Acting Relief Valve?
 Before you discuss particular features, you need to understand how these critical components safeguard your hydraulic systems. A direct-acting relief valve is your system’s principal safety device, preventing excessive pressure from building up, which might harm your equipment.
Before you discuss particular features, you need to understand how these critical components safeguard your hydraulic systems. A direct-acting relief valve is your system’s principal safety device, preventing excessive pressure from building up, which might harm your equipment.
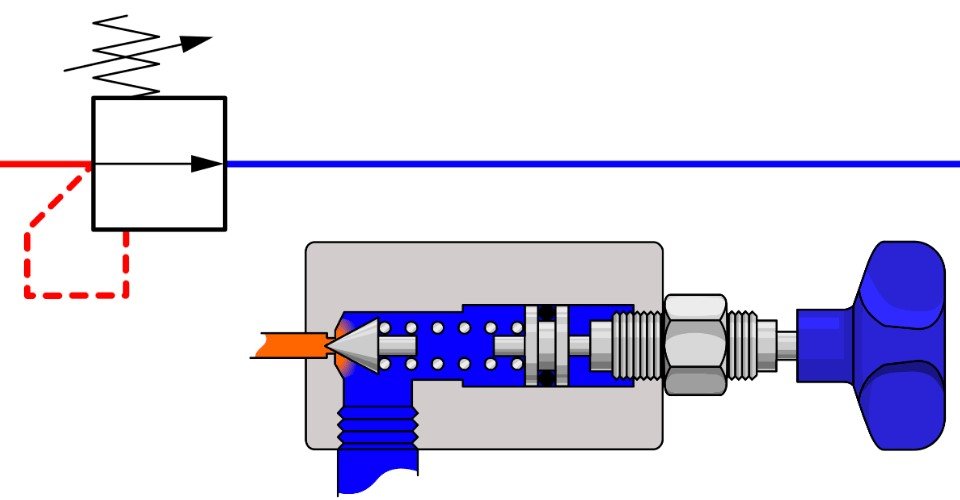
Direct Acting Relief Valve Symbol
The direct acting relief valve sign is a straightforward yet recognizable depiction that you will come across while looking at hydraulic system diagrams. In system diagrams, the sign is easily recognized because it depicts a square with diagonal arrows showing the pressure relief function.
Basic Design and Working Principle
The basic idea behind how the direct-acting pressure relief valve works is simple. Imagine it as a spring-loaded door that opens when the pressure is too much. This is how it operates: A poppet or ball is held against a seat by a spring; system pressure acts directly against it; the poppet rises when pressure surpasses the spring force; and excess fluid passes through the valve and into the tank.
Because of their straightforward design, these valves operate consistently and dependably. There are no intricate workings or pilot phases to be concerned about.
Applications of Direct Acting Relief Valves
These valves are ideal for applications requiring quick reaction, moderate flow rates, cost effectiveness, and simplicity. They are often found in mobile hydraulic equipment, small industrial machinery and test equipment and pilot protection circuits.
Advantages of Direct Acting Relief Valves
- Fast response to pressure spikes
- Simple, reliable operation
- Lower initial cost
- Easy maintenance and troubleshooting
- Compact size
- Stable operation in most conditions
- Direct pressure adjustment
Disadvantages of Direct Acting Relief Valve
- Higher pressure override
- Limited flow capacity
- Less precise pressure control at high flows
- Spring fatigue over time
- Higher energy loss in continuous duty
- Limited pressure ranges per spring
What is a Pilot Operated Relief Valve?

When your hydraulic system requires precise pressure control and increased flow capacity, you might consider a pilot-operated relief valve. These complex valves improve on the classic relief valve concept by introducing a unique two-stage design that provides more control and efficiency.
Pilot Operated Relief Valve Symbol
The pilot-operated relief valve sign seems more sophisticated than the direct-acting equivalent. An extra little triangle above the main valve symbol represents the pilot stage, which controls the main poppet. This unique symbol allows you to immediately recognize these valves in system diagrams.
Basic Design and Working Principle
The pilot-operated pressure relief valve’s working principle revolves around a unique two-stage operation. Your system pressure acts on both the main poppet and a smaller pilot valve. Here’s what makes this design special:
The main poppet remains balanced under normal conditions, held in place by system pressure rather than spring force alone. Such pressure balancing provides more accurate control and lower pressure override than direct-acting valves.
When pressure exceeds your predetermined point, the pilot stage opens first. This generates a pressure difference across the primary poppet, forcing it to lift and release surplus pressure. The pilot stage primarily functions as a precise controller for the main valve.
Applications of Pilot Operated Relief Valves
These advanced valves thrive in demanding situations where accuracy and great flow capacity are required. A great example is large industrial hydraulic systems. This includes power generation equipment, heavy industrial gear, process control systems, and critical pressure protection circuits.
You’ll find them especially useful in situations that need remote pressure adjustment or electronic control integration.
Advantages of Pilot Operated Relief Valves
Some of the advantages of Pilot Operated Relief Valves are:
- Excellent pressure control precision, with minimum departure from setpoints.
- Low pressure override for more stable and dependable system functioning.
- High flow capacity handling with minimal energy waste.
- Operational flexibility with many pressure settings and remote control.
- Consistent performance throughout all flow ranges during continuous operation.
- Reduce operational expenses by improving system efficiency.
- Particularly suitable for difficult industrial applications.
- Tight pressure control is maintained even under changing system circumstances.
Disadvantages of Pilot Operated Relief Valves
Some of the disadvantages of Pilot Operated Relief Valves are:
- Higher initial purchase price compared to simpler valve types.
- More sophisticated architecture creates additional potential failure spots.
- Slower reaction to abrupt pressure spikes compared to direct-acting valves.
- Risk of pilot circuit faults compromising overall performance.
- More stringent maintenance needs.
- More sensitive to fluid contamination.
- Stricter fluid cleanliness requirements are required throughout the system.
- More complicated troubleshooting processes when errors develop.
Conclusion
Choosing between a direct acting relief valve and a pilot operated relief valve has a substantial influence on the performance and dependability of your hydraulic system. Each kind has various features that are appropriate for a variety of applications and requirements.
Contact HYDRAFLU for expert advice on how to pick the best relief valve for your unique needs. Our team of professionals will assist you in analyzing your needs and selecting the best solution to secure your system’s security and performance.

